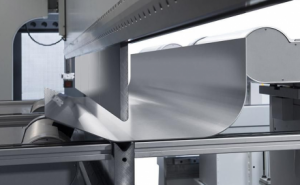
پرس بریک (پرس برک)، یک ماشینابزار است که برای خم کردن ورقه و صفحات فلزی تا ضخامت ۲۰ میلیمتر استفاده میشود. پرس بریک از یک قالب به شکل V یا U (بسته به شکل خم مورد نظر) و یک پانچ تشکیل شده است. فلزی که قرار است خم شود روی قالب قرار میگیرد و با پانچ پرس میشود که به این شکل، صفحه مورد نظر، با زاویهی مورد نظر خم میشود.
از پرس بریکها در کارخانههای تولیدی و مراکز ورقکاری فلزی در زمینههای بسیاری استفاده میشود، همچون خودروسازی و مکانیک پرواز.
چطور یک پرس بریک انتخاب کنیم؟
قبل از انتخاب یک پرس بریک، باید نوع فلزی که میخواهید آن را خم کنید بدانید (مثلا فولاد ضد زنگ، فولاد کربنی ۱۶ و غیره).
سپس باید ویژگیهای خاصی را مشخص کنید که برای خم کردن یک قطعه، باید در نظر گرفت. مثلا میتوان به این موارد اشاره کرد:
٭ مقاومت کششی.
٭ ضخامت و طول فلز.
٭ طول خم یا تا کردن پرس بریک.
٭ عرض V.
٭ شعاع داخلی قطعات.
وقتی که این خصیصهها تعیین و مشخص شوند، باید تناژ مورد نیاز برای عملیات خمکاری را محاسبه کنید.
تناژ، نیروی پرس برای پرس بریک است و مقدار فشاری را تعیین میکند که در عملیات خمکاری، میتواند توسط پانچ اعمال شود.
- تناژ بالا یعنی فلزات سخت و ضخیم میتوانند خم شوند.
- تناژ پایین مناسب فلزات نازک است.
بهتر است کدام تکنولوژی را برای پرس بریک خود انتخاب کنید؟

پرس بریک هیدرولیکی AMADA
پرس بریکها با چند تکنولوژی متفاوت عرضه میشوند:
- پانچ با استفاده از یک سیستم سیلندرهای هیدرولیکی حرکت میکند.
- ظرفیت خمکاری بالایی دارد (طول خم تا ۸ متر، نیروی تا سقف ۱۲۰۰ تن).
- به شکل پیوسته در حالت فعال و عملیاتی هست، حتی وقتی که خمکاری انجام نمیشود، در نتیجه هزینه برق را بالا میبرد.
- به شکل پیوسته نیازمند نگهداری اساسی است.
- از یک پرس بریک الکتریکی قدرتمندتر است.
- همچنین ارزانتر است.
- برای عملیات خمکاری ساده مناسب است.
بیشتر بخوانید: انتخاب پرینتر سهبعدی مناسب
بیشتر بخوانید: انتخاب مانیتور صنعتی مناسب

پرس بریک الکتریکی Euromac
پرس بریک الکتریکی
- به جای سیلندرهای هیدرولیکی، دارای سروو موتور (Servo motor) است.
- از نظر بهرهوری، در سطح بالاتری قرار دارد.
- سروو موتور تنها در زمانی که دستگاه در حال انجام عملیات خمکاری است، از برق و انرژی استفاده میکند.
- نگهداری کمتری نیاز دارد.
- انعطافپذیری بالاتری دارد.
- نسبت به پرس بریک هیدرولیکی گرانقیمتتر است، اما هزینههای عملیاتی آن پایینتر است.

پرس بریک هیبریدی
SafanDarley
پرس بریک هیبریدی
- پرس بریک هیبریدی، یک پرس بریک هیدرولیکی است که موتور الکتریکی دارد.
- داشتن موتور الکتریکی باعث استفادهی کمتر از سیستم هیدرولیکی میشود.
- پرس بریک هیبریدی، مزایای پرس بریکهای هیدرولیکی و الکتریکی را همزمان دارد.
بهتر است کدام پیکربندی را برای پرس بریک خود انتخاب کنیم؟
چند پیکربندی متفاوت برای پرس بریکها وجود دارد:

پرس بریک تاندم LVD
پرس بریک تاندم (tandem)
- ترکیبی از دو پرس بریک است که با تراز مکانیکی، به شکل همزمان کار میکنند.
- این نوع پرس بریک مناسب خم کردن قطعات ضخیم و بلند است.
- برای قطعاتی که بیش از ۱۴ متر طول داشته باشند، حتی پرس بریکهای سهتایی (ترایدم / tridem) هم وجود دارد.

پرس بریک رباتیک AMADA
پرس بریک رباتیک
- در حال حاضر بیشتر از هر زمانی، از پرس بریکها در کنار رباتها استفاده میشود تا یک سیستم خمکاری خودکار و اتوماتیک ایجاد شود.
- با داشتن یک سیستم رباتیک یکپارچه، پرس بریک میتواند بر اساس قطعاتی که باید تولید شود و حجم تولید، بدون نیاز به دخالت اپراتور انسانی، میزان مناسب خمکاری را تشخیص دهد.
- این سیستم مزایای قابل توجهی از نظر میزان بهرهوری و تولید دارد.
کدام نوع خمکاری را انتخاب کنیم؟
دو نوع خمکاری وجود دارد:
٭ خمکاری با هوا.
٭ خمکاری Bottom.
در چه مواردی باید خمکاری با هوا را انتخاب کنیم؟
پرس بریک الکتریکی LVD
در خمکاری با هوا، انتهای پانچ و دو لبهی V، صفحه فلزی را خم میکنند. اما این نوع خمکاری به معنی این است که پدیدهی بازگشت فنری روی قطعه مورد نظر ایجاد میشود. با کمتر شدن نیروی فشار، ورق فلزی مثل یک فنر ارتجاعی، زمان برداشته شدن پانچ، به عقب میجهد.
در نتیجه باید زاویهی خمکاری را با توجه به پدیدهی بازگشت فنری فلز و با احتساب حاشیه تنظیم کنید. مثلا برای خم ۹۰ درجه، پانچ باید با ۸۵ درجه پایین برود. دیگر المانها هم باید در این محاسبات در نظر گرفته شود، همچون ضخامت تیغهی پانچ، طول خم و باز V.
این نوع خمکاری عموما برای ورقکاری فلزی استفاده میشود چون برای ماشینهایی مناسب است که ظرفیت کمتری دارند، برخلاف خمکاری Bottom که نیازمند نیروی بیشتر است.
در چه مواردی باید خمکاری Bottom را انتخاب کنیم؟
در خمکاری Bottom، پانچ ورق فلزی را با نیروی زیادی خم میکند (۳ تا ۵ برابر قویتر از خمکاری با هوا) که در نتیجه از پدیده بازگشت فنری که عموما در خمکاری با هوا رخ میدهد، جلوگیری کرده یا از آن میکاهد. فرآیند در ابتدا با خمکاری با هوا شروع میشود و بعد با شکلدهی سرد (Cold Forging) در انتهای V ادامه پیدا میکند.
این روش، به سطح بالایی از دقت زاویهای منجر میشود. این روش مناسب ورق فلزی با ضخامت بیش از ۲ میلیمتر است.
در انتخاب یک پرس بریک، دیگر چه عواملی را باید در نظر بگیریم؟
در انتخاب یک پرس بریک، دیگر چه معیارهایی مهم است؟
بک گیج (Back Gauge)
- این یک گیج قابل تنظیم است که قطعه را با مرکز آوردن خط خمکاری روی بخش Vشکل قالب، متوقف میکند.
- به این شکل، قطعه مورد نظر در موقعیت صحیح، خم میشود.
کنترل زاویه (Angle Control)
- برای جبران هرگونه اشتباه و نبود دقت در پرس بریک استفاده میشود.
- هشدار: کنترل زاویه در برخی قطعات، محدود است (همچون قطعات بسیار کوچک، قطعاتی که زوایایی منفی دارند و …).
ابزار
- مثلا استفاده از نگهدارندههای هیدرولیکی باعث میشود که زمان تعویض ابزار کوتاهتر شود.
- طول نگهدارنده همچنین روی دقت ابزار موثر است.
- حتما به حداکثر نیروی وارده دقت کنید تا به ابزار آسیبی وارد نشود.
ایمنی اپراتور
- موقع تعویض ابزار، اطمینان حاصل کنید که موتور پرس بریک را متوقف کنید یا سرعت آن را به حداقل برسانید.
- اپراتورها نباید هیچگاه دست خود را وارد محل کار ابزار کنند.
- همچنین هیچگاه نباید لباسهای بزرگ و گشادی بپوشند که بخشی از پارچه آویزان باشد.
- در آخر، اپراتورها نباید در پشت ماشین کار کنند.
بیشتر بخوانید: چگونه می توان یک بلبرینگ مناسب انتخاب کرد؟
بیشتر بخوانید: راهنمای انتخاب سنسور موقعیت سنج (نقد و بررسی کامل)
بیشتر بخوانید: انتخاب میکسر بتن (بتونیر)